- Home
- Factories
- Processes
- Products
- News
- Download
- Contact Us
 English
EnglishViews: 8 Author: Site Editor Publish Time: 2022-09-06 Origin: Site

What is metal casting?
Metal casting is the process of making objects by pouring molten metal into an empty shape space. The metal then cools and hardens into the shape this forming die gives it. Casting is often a cheaper manufacturing method than machining a part from a solid piece of metal. There are a variety of metal casting methods to choose from. Which type of casting is most effective depends on the metal used, the size of the run and the complexity of the casting.Before starting production, it is helpful to know some terms and methods from the foundry.

Foundry terminology
Casting mould
Is a cavity in a mold material that receives liquid metal and produces a cooled object in the shape of the cavity. The mold can be very simple. The mold used to make metal ingots is like a bread pan, in which the metal is simply poured and then cooled. Most molds are used for more complex shapes and are based on a pattern. A pattern printed on a split mold. One half of the pattern is printed on one side of the mold and the other half is printed on the other side, and then the two halves are clamped together before filling the mold. By dividing the mold into two parts, the mold can be taken out before filling. These molds can be made by water bisection molding.
Cope and drag
In horizontal modeling, the upper part of the mold is called the upper mold and the lower part is called the lower mold.
Swing and ram
In vertical modeling, the first half of the mold is called swing and the second half is called indenter.
Molding core
If a mold should have an internal space or hole, it is usually necessary to make a core. These cores are shaped like internal spaces. The core is usually held in place by extending over the casting, and is held in place by the core seat, which hangs the core like a bridge between two groups. The empty space around the core will be filled with metal, and the core will be taken out of the final casting, leaving a hole in its original position. If the core is long, it may be supported by beads. These are usually made of the same metal as the final casting because they are located in the space filled with materials and become part of the final casting.
Dimensional tolerance
An important factor in choosing casting method is dimensional tolerance. Dimensional tolerance is the acceptable deviation of the final product size. Metal shrinks when it cools, and the type of casting will affect the degree of shrinkage. If the product needs to be precise, customers may want a casting method that produces near net casting. This means that when the product is taken out of the mold, it is very close to the correct size.
Surface working
Another consideration is surface treatment. How granular, uneven or rough can the surface of the casting be? What a cast iron pot can accept, but a wedding ring can't. Very smooth metal surfaces are usually produced by machining, which is an additional cost: if you want bright and smooth results, choosing a finer casting method can reduce the machining cost.

Metal casting method
Metal casting can be divided into two categories: the process of using reusable molds and the process of using disposable molds.
Reusable or permanent molds produce many products, while consumable molds will be destroyed in the casting process. Although from the layman's point of view, reusable molds are more cost-effective for mass production, this is not always the case. Most steel products are made by one-time casting process.Low temperature molding substances (resin, chocolate, wax, etc.). Almost all of them use reusable molds. The difference of metallurgy lies in high temperature. These put a lot of pressure on the molds. Therefore, it is not surprising that alloys with lower melting points (such as zinc, aluminum, magnesium, tin or copper) are more likely to succeed in reusable molding processes.However, in some cases, even ferrous metals are poured into reusable molds. The design complexity, metal selection, dimensional tolerance and surface processing requirements will all affect the suitability of reusable molds.
Permanent mold
Permanent molds are usually made of metal, which has a higher melting point than the metal that fills them. Liquid metal is poured without any external pressure. Permanent cores must be simple, so that they can be taken out of the finished casting and reused.These molds are sometimes used for cast iron, and low-temperature alloys. The most common industrial workflow is turntable, not assembly line. When each mold passes through the next station, individual operations are performed, such as coating the mold, placing the core, closing the mold, pouring, opening the mold and discharging the casting.Before pouring the first casting, the mold should be preheated so that it will not crack due to temperature difference.The castings produced by this method cannot be as thin-walled as those produced by other reusable methods (such as die casting). However, castings are produced with "close tolerance", which means that the size of the final castings can be predicted more accurately. The castings produced by this method are dense and have fine grains. They have a smoother surface finish and avoid several types of defects.This shape is durable enough to be used with iron, but it is not the preferred style of yellow brass. Yellow brass has high zinc content, which will pollute the mold.
Semi-permanent mold
The only change of permanent mold casting is that the core used in the casting process may be disposable sand core. Sand cores may have more complex core shapes because they do not need to be completely removed from the final casting. If an opening is left in the casting to take out the cores, they can be "shaken off" on the vibrating table, just like the sand in the hourglass. The advantages of tolerance, density and appearance of metal mold casting only exist in the part of metal mold casting.
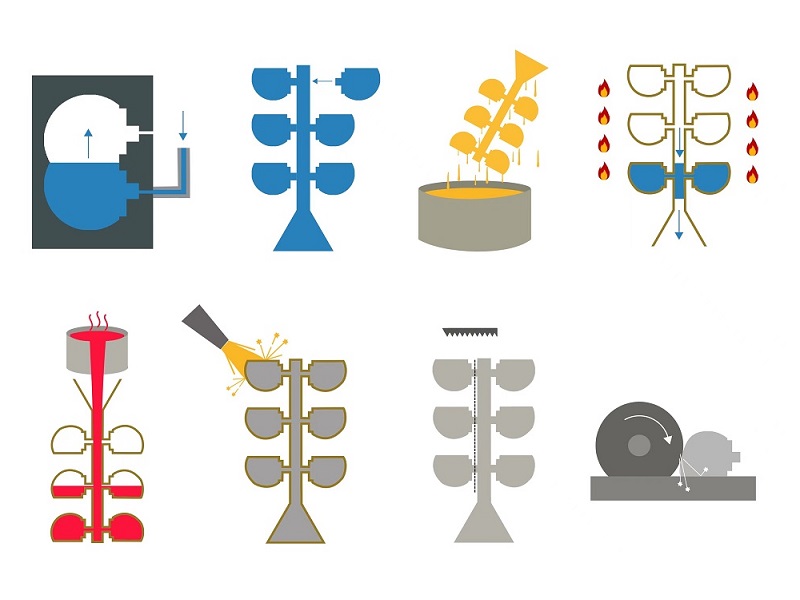
Slush casting
This colorful casting style doesn't need a core, just coating a small amount of metal inside the mold to make a hollow casting and form a metal "shell". According to the solidification speed of metal or other materials, there are different ways to deal with slush casting. In one method, the founder can pour a small amount of liquid into the mold, and then rotate it to cover the inside with metal. In another case, the founder can completely fill the mold, and then pour out the excess material after the specified cooling time. Zinc, aluminum and pewter are common plastic lining metals.centrifuge castingIn real centrifugal casting, the water-cooled mold rotates around its central axis at high speed, and liquid metal is injected at the same time. The liquid metal is drawn into a uniform layer along the surface of the mold by centrifugal force. For this method to be effective, the final casting must have a uniform geometry around the rotating shaft. Therefore, this casting form is most suitable for those molds that are generally cylindrical or circular, such as tubular or annular.Objects cast in this way usually have a low defect rate. Impurities near the hole or inner surface of the casting can be removed by machine. Due to the strength of seamless structure, most pipes or fittings used under pressure are centrifugal cast.Some small metal castings, such as jewelry, are made using centrifuges. The centrifuges rotate the entire mold around a central point, taking out the metal from the crucible while rotating. These castings are not really centrifugal castings, but a kind of pressure casting.

Pressure casting
Pressure casting uses forces other than gravity to control the flow of metal into permanent molds. Or air, vacuum, machinery or centrifugal force are all used for pressure casting. These methods enable the foundry to accurately control the mold filling speed: gravity always acts with the same force, but artificial force can change.When the mold is depressurized, vacuum casting pulls the metal into the mold, and the generated vacuum sucks the liquid metal out of the container below. The vacuum must be kept when the metal is cooled, so this method is mainly used for thin-walled castings. It provides excellent surface finish. Low-pressure casting reverses this process by pressurizing the furnace where the liquid metal is located, instead of creating a vacuum in the mold. The metal is pushed into the mold cavity through the riser.All die casting machines (below) also use some form of pressure to help create castings.
Die casting
The die-casting machine includes a container containing molten metal, a metal mold placed on two plates and an injection system, which extracts materials and presses them into the mold under pressure.The die casting process starts with the open mold. Inject lubricant into the nozzle to help prevent the parts from sticking. Then close the two halves of the mold, and use a pressure nozzle to inject the closed mold. Before the mold is opened, the new casting is allowed to cool for some time. The ejector pin pushes the new casting out of the mold, and then the process starts again.There are two forms of metal injection in die casting. Cold die casting is like a syringe: before casting each mold, the injection chamber must be filled with molten metal, and then the piston pushes the contents of the syringe into the mold. The working principle of hot chamber or gooseneck die casting is to immerse the cavity of the injection system into molten metal. The shape of the injection system means that the injector will automatically refill. Hot die casting uses piston or air pressure to press this material into the mold.Gooseneck systems are more susceptible to corrosion because they are located in the pool of molten metal. Therefore, they are usually used with aluminum or aluminum-zinc alloy with lower melting point. Or piston cold chamber injection die casting machine can be used for the higher temperature required to melt brass and bronze, because the injector will not be heated continuously.
Full continuous casting
Even we think that completely machined, rolled or otherwise processed metal parts often start from the foundry. Continuous casting extrudes billets, billets and slabs of simple metal shapes of different sizes through a permanent mold. This casting process produces raw materials for processing steel.The continuous casting process starts from the height above the factory floor. The molten metal is injected into a funnel which controls the casting speed. Fill the mold below the funnel, which is a simple form, usually 20-80 inches long, and its width is shaped like a square, circle or rectangle. The wall of the mold is cooled so that the outside of the casting solidifies as it passes through. When the metal leaves the template, it is solidifying, but still flexible. This allows the continuous caster to bend it so that the finished product comes out horizontally. A series of wheels guide the slab onto the conveyor belt while cooling the spray curing surface. Gas jets on the horizontal surface cut continuous metal sheets into manageable lengths, so they can be lifted and stacked.
Disposable mold
When casting ferrous metals, the one-off mold method is a clear winner. They are cost-effective because they do not need to be strong at high temperatures.
Sand casting
Sand casting is the most commonly used method of metal casting. This is a manufacturing process with a history of at least 3,000 years: the first evidence of clay casting came from China, in the Shang Dynasty (about 1600-1046 BC).No wonder this process is still so popular: sand is cheap, abundant, flexible and can withstand heat.The cores produced from the sand are easy to remove: they can be shaken out with a shaking table. The runner and gate used to introduce metal into the mold cavity are either cut manually by experienced mold workers or created as part of the model.Sand casting products usually have rough surface finish and inaccurate dimensional tolerance, so sand casting is very suitable for producing large and rough parts, from decorative fences to cast iron pots to automobile engine parts.Read more about sand casting in the previous article in this series.

Forming shell
Shell casting is a form of sand casting, which can provide more accurate dimensional tolerance. This is very similar to a sand mold, except that the sand is mixed with resin. The mixture of sand and resin is poured on each half of the hot metal model. This mixture melts and cools into a shell. The "shells" of molds are put together, usually supported by sand boxes filled with sand. As the resin provides extra support for the inner surface, these shells form a very precise mold.Usually, the shell mold is used to produce the core of traditional sand casting. The resin gives the sand core the strength to keep its shape, even when the sand core is located in the gap that will become the casting. These shell cores can be hollow and produced in a hot metal mold in a process similar to slush casting. The two halves of the core mold are clamped and heated, and then filled with resin coated sand. Bake the mold until the shell wall is thick enough to support the core, and then pour out the excess uncured resin sand. When the two halves of the mold are separated, the firm core is exposed. Now it is ready to be put into the sand casting mold to form a space in the casting.
Investment casting
Sand casting is by far the most commonly used metal casting form, but one aspect of sand casting makes it unsuitable for some projects. Sand casting models need to be taken out of the molds they make, which means complicated model construction. The mold drawing requirements, parting line position, gate, riser and core require the mold maker to carefully consider the requirements of the mold at each stage of the casting process.Lost wax casting, investment casting or precision casting process is an alternative to sand casting, which can be used for most grades of metals, even high melting point ferroalloys, while avoiding some molding challenges in sand casting.The designer of investment casting makes an accurate metal mold into which wax or plastic models are cast. These models are assembled on a gate which is also made of this material: the foundry worker melts the gate with a torch enough to fix each model on it.This component is then used to create a shell that will be used as a mold. It is sprayed, brushed or soaked in a slurry of fine particles, highly refractory aggregate and a special adhesive mainly composed of ethyl silicate. Then let this mixture solidify. Coat the model repeatedly with coarse mud until the shell of aggregate is produced around the model. The mold is placed until the coating solidifies, and then heated in the oven in an inverted position, so that the wax will flow out and be collected for reuse. After the wax is removed, the mold is baked in a preheating furnace. Then the mold can be supported with loose sand and poured in any conventional way.When the casting is cooled, the shell around the investment casting is broken and shaken off with a shaking table.
Investment casting provides excellent surface smoothness and high dimensional accuracy. There is no parting line like sand casting.
Solid or foam casting process
Mold or foam casting process is the combination of sand mold and investment casting process. Use the styrofoam model. Actually, the foam model can be completed by the gate and runner system, and the draft allowance can be eliminated. Sometimes the mold is removed before filling, but for some foams, the mold can be left in place in the mold. When hot metal is injected, the mold evaporates immediately.This process is very suitable for casting one or several products, but sometimes the foundry will produce foam models on a large scale to create production quantity. The equipment for manufacturing the destructible foam model needs additional cost, but if the model is very complicated, the economy of the whole casting process is usually favorable.
Comparative casting process
Negotiating with the manufacturer is helpful to find the most cost-effective casting method for the project. Generally speaking, ferrous metals will be cast using disposable molds, while non-ferrous metals have wider possibilities, but even this simple rule has exceptions.Entering the process with a clear understanding of the project requirements will help to select the best casting process. Do you need to design precise dimensions? How thin does the wall need to be? What is the size and weight of the final casting? How is the surface finish? Knowing the answers to all these questions in advance will help savvy designers understand and guide their products through the casting process, and find the best and cheapest craft to complete their work.
| | Floor 21, Block B, Fortune Building, No. 18 Xinghua Bei Street , Tiexi District, Shenyang, 110025, China. |
| | 86 15541524932 |
| | contact@sydensen.com |